_horizontal_white_536x129.png)
By: Brent Borgerson
August 19, 2009
DOE or design of experiments (sometimes called "experimental design") can be a powerful tool for any molder. We live and mold in a demanding era. We must mold with tighter tolerances, less scrap, and quicker cycles than ever before.
Back in the day, I was brought up by my mentors to change only one variable or parameter at a time, then measure the part or observe the outcome of that change. Establishing a robust process or curing a defect was often a matter of days, weeks or more back then. But DOE can dramatically cut the time for process establishment, process validation, or defect remedy to a fraction of what the old “trial and error” method took.
DOE may sound complicated, but where it was once the territory of statisticians and engineers, new software developments have simplified the process and interpretation of the resulting data.
At Matrix Plastic Products, we use Nautilus, a software package designed for injection molding process development and mold qualification. It supports up to Taguchi Level 8 experiments. We can focus on, say, three inputs or factors in an attempt to achieve one or more desired responses or outputs. Factors could include: mold temperature, melt temperature, injection speed, and pack pressure among others. The response could be anything from warp, flashing, a change in physical properties, or certain dimensions. Choosing inputs and responses requires knowledge of, and experience with, the injection molding process. This is much more important than being a statistician.
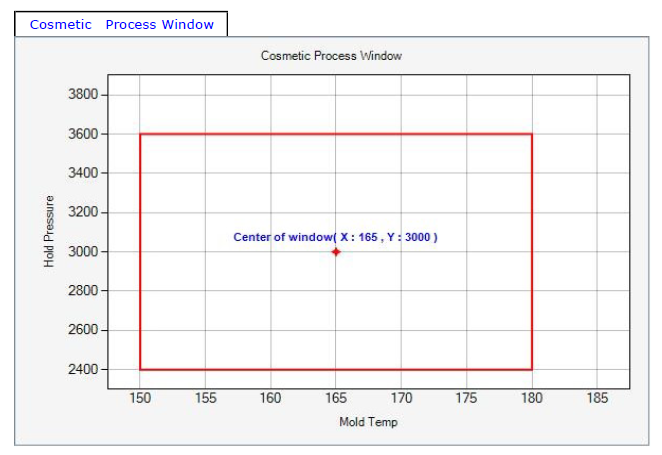
Taguchi L8 experiments require eight runs, and each run will have changes to multiple inputs. Results are measured, noted, and entered into the software which then maps the results on various graphs and charts for analysis, including: response surface graphs, scatter plots, main effects plots, Pareto Diagrams, ANOVA and other high powered statistical tools. In short one can see graphically what parameters or combination of parameters affect the desired output.
DOE is a recognized tool for process evaluation and validation, especially for FDA requirements of the medical device industry. There are a number of methods and tools recognized for FDA evaluation: SPC control charts, capability studies, Failure Modes and Effects Analysis (FMEA), error proofing, and DOE. Many nonconformities are the result of excessive variation. DOE can be a great tool to reduce and control variation. Different types of designed experiments are used here to identify key input variables, and one kind of Taguchi experiment actually emulates the variation that could be found in a process over time through small but structured parameter changes.
Aside from process development, DOE is also great for troubleshooting. If you are trying to cure a defect, you may not find the problem during the first DOE, but you will likely be pointed in the right direction.
DOE is a powerful tool for quickly identifying key process influences and arriving at a robust process that is defect free. All astute molders should know how and when to use it.